In the demanding world of natural gas processing, where harsh acid gases like hydrogen sulfide (H2S) and carbon dioxide (CO2) pose relentless threats to equipment integrity, one leading US energy company turned to DLX Alloy for a reliable solution. Our expertise in high-performance nickel alloys delivered Hastelloy C276 seamless tubes that not only withstood extreme corrosive environments but also ensured seamless operations. This case study highlights how DLX Alloy's unwavering commitment to product excellence and customer-centric service transformed a critical challenge into a resounding success.

A prominent US-based natural gas processor faced escalating downtime and repair costs due to rapid corrosion in their acid gas handling systems. Operating in the heart of the Permian Basin, the facility processed sour gas streams with high concentrations of H2S and CO2, accelerating material degradation in traditional piping. DLX Alloy stepped in with Hastelloy C276 tubes—a proven powerhouse in corrosion resistance—providing customized, high-precision solutions that extended equipment lifespan and minimized operational disruptions. Through close collaboration, we delivered not just materials, but a partnership built on technical prowess and responsive service, resulting in enhanced safety, efficiency, and cost savings.

Our client is a Fortune 500 energy corporation headquartered in Texas, specializing in upstream and midstream natural gas operations across the United States. With over 5,000 miles of pipelines and multiple processing plants, the company is a key player in supplying clean energy to North American markets. Renowned for its commitment to sustainable extraction and processing, the firm handles challenging sour gas reserves that require robust materials to maintain environmental compliance and operational reliability. Long-standing in the industry since 1980, they prioritize innovations that reduce emissions and extend asset life, making them an ideal partner for DLX Alloy's specialized alloy solutions.

The customer's acid gas sweetening unit was under siege from aggressive corrosive attacks, leading to frequent tube failures, unplanned shutdowns, and escalating maintenance expenses—exceeding $500,000 annually. Key requirements included:
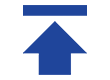
Leveraging our decades of expertise in nickel-based superalloys, DLX Alloy recommended Hastelloy C276 seamless tubes as the optimal choice. This versatile alloy, composed primarily of nickel (balance), molybdenum (15–17%), and chromium (14.5–16.5%), offers unparalleled resistance to a broad spectrum of corrosive media, including oxidizing and reducing acids, wet chlorine, and acidic flue gases—ideal for sour gas applications.
We engineered a tailored solution featuring:
✔Custom-fabricated tubes in OD sizes from 1/2" to 4" with wall thicknesses of 0.035–0.120 inches, produced via advanced extrusion and cold-drawing processes for superior uniformity and surface finish.
✔Enhanced pitting resistance equivalent number (PREN) exceeding 40, ensuring resilience against localized acid gas attacks.
✔Full traceability with mill test certificates, non-destructive testing (NDT), and third-party inspections to guarantee quality.
Our technical team collaborated closely with the customer's engineers, conducting material selection simulations and compatibility assessments to align the tubes perfectly with their system specifications. This bespoke approach underscored DLX Alloy's position as a trusted advisor in corrosion mitigation, drawing on our state-of-the-art manufacturing facilities and R&D capabilities to deliver alloys that perform under the harshest conditions.
At DLX Alloy, we pride ourselves on turning complex requirements into swift realities through our customer-first philosophy. The initial order of 1,200 meters of Hastelloy C276 tubes was fulfilled with a rapid 25-day lead time, including expedited prototyping and quality assurance. Shipments arrived via secure, climate-controlled transport to the Texas facility, complete with detailed installation guidelines and on-site virtual support from our corrosion specialists.
Our service excellence extended beyond logistics: A dedicated account manager provided 24/7 responsiveness, from order placement to post-delivery follow-ups. We offered complimentary technical consultations, including a webinar on alloy maintenance best practices, ensuring the customer felt supported every step of the way. This seamless execution not only met but exceeded expectations, reinforcing DLX Alloy's reputation for reliability and proactive partnership in high-stakes industries.
Integration of the Hastelloy C276 tubes into the acid gas handling system was completed within two weeks, with minimal downtime thanks to our precise fit-for-purpose design. Post-installation monitoring over the first 12 months revealed transformative outcomes:
✔Corrosion Reduction: A 45% decrease in pitting and general corrosion rates, extending tube lifespan from 18 months to over 5 years.
✔Operational Efficiency: Zero unplanned shutdowns related to material failure, slashing downtime by 60% and boosting throughput by 15%.
✔Cost Savings: Annual maintenance costs dropped by 35% (approximately $175,000), with ROI achieved in under 8 months.
✔Safety and Compliance: Enhanced resistance to stress cracking improved worker safety and ensured full adherence to API and EPA standards.
The customer has since expanded the deployment to two additional facilities and praised DLX Alloy's solution as a "game-changer" in their sustainability goals. This success story exemplifies how our profound product knowledge—rooted in rigorous testing and innovation—combined with exceptional service, empowers clients to conquer corrosion and thrive.
For similar high-performance solutions tailored to your challenges, Get a Free Quote today. Our experts at DLX Alloy are ready to discuss how Hastelloy C276 or other alloys can safeguard your operations.